CNC-Bearbeitungs technologie von Kunststoffteilen
Die Bearbeitung von Kunststoff produkten oder -teilen kann in zwei Kategorien unterteilt werden: Einzelblatt-CNC-Bearbeitung und Mehrblatt-CNC-Bearbeitung. Die Bearbeitung von Einzelkanten werkzeugen umfasst das Drehen, Hobeln und die zahnlose Sägebearbeitung. Die mehrkantige Werkzeugbearbeitung umfasst das Schneiden, Fräsen, Stanzen, Gewindeschneiden und die Bearbeitung von Zahnsägen.
(1) Der Bildungsprozess von Kunststoff spänen
Der Formungsprozess von Kunststoff spänen wird mit Schneidwerkzeugen extrudiert, wie in Abbildung 1 dargestellt.
(2) Faktoren, die die Schnittkraft beeinflussen
Die Schnittkraft wird durch Verformung und Reibung erzeugt, sodass alle Faktoren, die die Verformung und Reibung im Schneidprozess beeinflussen, die Schnittkraft beeinflussen.
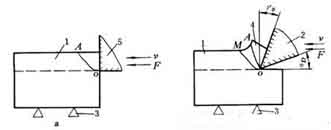
Abbildung 1. Bildung von Kunststoff spänen
1― Werkstück; 2― Werkzeug; 3― Vorrichtung; 4― Chips; 5― Eindringkörper
1. Arten von Kunststoffen
Je höher die Festigkeit und Härte des Werkstückmaterials ist, desto größer ist der Verformungswiderstand und desto größer ist die Schnittkraft. Wenn die Festigkeit und Härte des Materials ähnlich sind, hat das Material mit der größeren Plastizität aufgrund der größeren Reibung zwischen den Spänen und der Spanfläche eine größere Schnittkraft. Versuche haben gezeigt, dass die Schnittkraft beim CNC-Drehen und Fräsen von Kunststoffen im Allgemeinen 1/6 bis 1/7 der Schnittkraft beim Schneiden von Stahl beträgt.
2. Der Einfluss der Schnittmenge
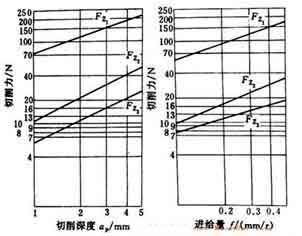
Die Erhöhung der Rückschneidmenge αP und der Vorschubmenge f erhöht die Schneidkraft, aber der Grad des Einflusses der beiden ist unterschiedlich. Der Einfluss der beiden auf die Hauptschneidkraft Fz ist in Abbildung 2 dargestellt.
Schnitttiefen parameter von bearbeiteten Kunststoffteilen
Abbildung 2. Der Einfluss der Schnitttiefe αP und der Vorschubgeschwindigkeit f auf die Hauptschneidkraft Fz
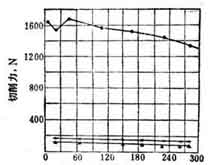
Der Einfluss der Schnittgeschwindigkeit v auf die Hauptschnittkraft Fz ist in Abbildung 3 dargestellt. Die Menge des Rückschneidens beträgt αP = 1,5 mm und die Menge des Vorschubs f = 0,2 mm / r. Aus der Figur ist ersichtlich, dass die Schnittgeschwindigkeit v wenig Einfluss auf die Schnittkraft hat.
Schnittgeschwindigkeit von bearbeiteten Kunststoffteilen
Abbildung 3 zeigt den Einfluss der Schnittgeschwindigkeit v auf die Hauptschnittkraft Fz
Schnittkraft von bearbeiteten Kunststoffteilen
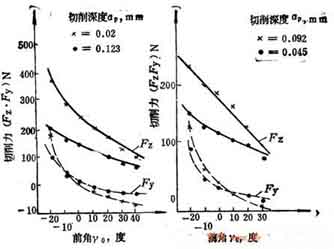
Figur 4, Der Einfluss des Spanwinkels γ0 auf die Schnittkraft
(1) Der Bildungsprozess von Kunststoff spänen
Der Formungsprozess von Kunststoff spänen wird mit Schneidwerkzeugen extrudiert, wie in Abbildung 1 dargestellt.
(2) Faktoren, die die Schnittkraft beeinflussen
Die Schnittkraft wird durch Verformung und Reibung erzeugt, sodass alle Faktoren, die die Verformung und Reibung im Schneidprozess beeinflussen, die Schnittkraft beeinflussen.
Abbildung 1. Bildung von Kunststoff spänen
1― Werkstück; 2― Werkzeug; 3― Vorrichtung; 4― Chips; 5― Eindringkörper
1. Arten von Kunststoffen
Je höher die Festigkeit und Härte des Werkstückmaterials ist, desto größer ist der Verformungswiderstand und desto größer ist die Schnittkraft. Wenn die Festigkeit und Härte des Materials ähnlich sind, hat das Material mit der größeren Plastizität aufgrund der größeren Reibung zwischen den Spänen und der Spanfläche eine größere Schnittkraft. Versuche haben gezeigt, dass die Schnittkraft beim CNC-Drehen und Fräsen von Kunststoffen im Allgemeinen 1/6 bis 1/7 der Schnittkraft beim Schneiden von Stahl beträgt.
2. Der Einfluss der Schnittmenge
Die Erhöhung der Rückschneidmenge αP und der Vorschubmenge f erhöht die Schneidkraft, aber der Grad des Einflusses der beiden ist unterschiedlich. Der Einfluss der beiden auf die Hauptschneidkraft Fz ist in Abbildung 2 dargestellt.
Schnitttiefen parameter von bearbeiteten Kunststoffteilen
Abbildung 2. Der Einfluss der Schnitttiefe αP und der Vorschubgeschwindigkeit f auf die Hauptschneidkraft Fz
Schnittgeschwindigkeit von bearbeiteten Kunststoffteilen
Abbildung 3 zeigt den Einfluss der Schnittgeschwindigkeit v auf die Hauptschnittkraft Fz
Schnittkraft von bearbeiteten Kunststoffteilen
Figur 4, Der Einfluss des Spanwinkels γ0 auf die Schnittkraft




